

选择合适的3D打印材料
为了获得成功的结果,材料必须适合应用。随着产品从概念和功能原型到生产,任何材料的性能都变得越来越重要。
然而,只有在考虑制造过程时才能评估材料的性能。材料和工艺的结合决定了其特性。例如,通过压铸加工的合金在金属注塑成型时具有不同的性能。同样,热塑性塑料如果是注塑成型或CNC加工,将具有不同的性能。
增材制造(AM)或3D打印是独一无二的。它与所有其他制造工艺不同,因此即使使用几乎相同的合金或热塑性塑料,它所生产的部件的材料性能和特性也不同。就材料性能而言,这不是好与坏的问题;重要的是要认识到,结果将是不同的。
认识到存在差异,以下信息将有助于从三种广泛使用的工业材料中描述并最终选择材料3 d打印技术过程:直接金属激光烧结(摘要)选择性激光烧结(SLS),有限元(SL)。
然而,实验有点挑战性,因为3D打印的差异超出了材料特性,但与材料特性有关。例如,增材材料缺乏丰富的性能数据集来表征材料在一系列条件下的特征。相反,3D打印用户呈现的是包含一组有限值的单个数据表。例如,这些值也可能是基于原始材料(未回收粉末)测试的最佳情况。
另一个复杂的问题是3D打印会产生各向异性,其中X、Y和Z轴的值不同。各向异性的程度随每种添加剂技术的不同而不同,例如,直接金属激光烧结最接近各向同性,但它应该始终被考虑在内。
然而,材料供应商很少发布记录从一个轴到另一个轴的性能变化的材料规范,因为这些规范背后的数据可能因材料、工艺甚至机器类型而有很大差异。
通过对3D打印工艺进行设计和调整构建方向,可以克服各向异性或材料性能不足的问题。要做到这一点,可以利用过去项目的经验或合格的服务组织的经验来填补由于材料属性数据有限而存在的数据空白。当性能至关重要时,也要考虑对添加剂材料进行独立的实验室测试。
虽然成功取决于材料的特性,但它们并不是唯一的考虑因素。每种增材材料和制造工艺也将决定诸如最大零件尺寸、尺寸精度、特征分辨率、表面光洁度、生产时间和零件成本等特性。因此,建议选择合适的材料,然后评估其满足与时间,成本和质量相关的期望和要求的能力。
材料选择
一般来说,一种或两种材料特性可以将添加剂材料与其他材料区分开来。例如,如果寻求聚酰胺(PA) 11的平均拉伸强度,立体光刻光聚合物可能是比选择性激光烧结PA更好的选择。相反,如果需要ABS的热变形温度(HDT),最好的选择是烧结尼龙。
认识到一些性能会将一种材料与其他材料区分开来,选择3D打印材料的推荐方法是首先定义哪些机械或热性能是关键的。然后查看材料选择,找到合适的。随着选项的缩小,检查其他剩余的属性,以确定该材料是否可用于项目。
由于3D打印是独一无二的,因此寻找与铸造,模压或机械加工材料完美匹配的目标是不明智的。相反,调查材料选项以找到满足最关键要求的材料。
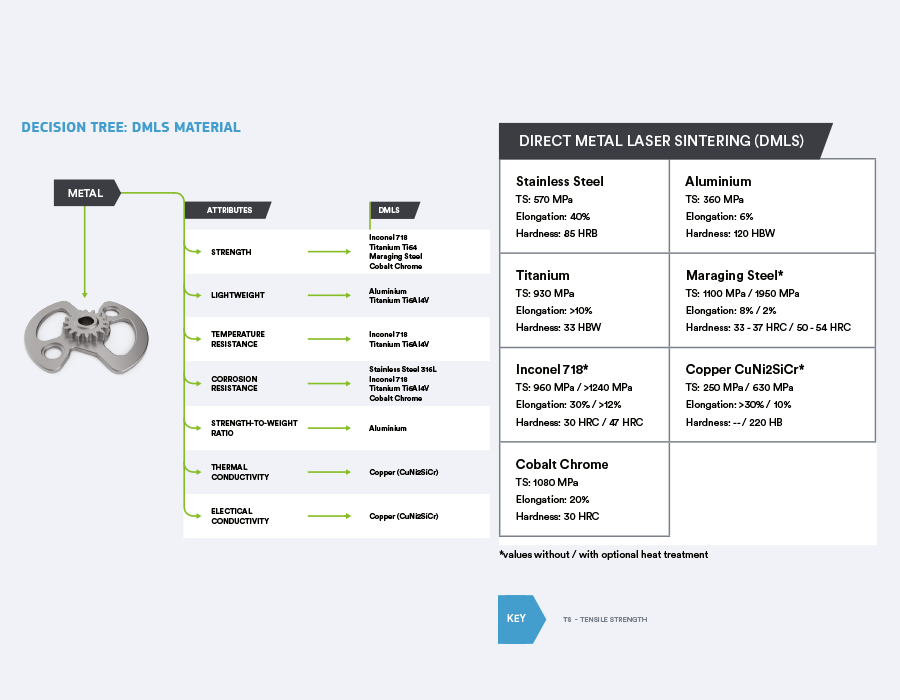
直接金属激光烧结(DMLS)
DMLS使用纯金属粉末生产的部件,其性能通常被认为等于或优于锻造材料。由于在一个小的、不断移动的点上有快速的熔化和凝固,DMLS可能会产生影响机械性能的晶粒尺寸和晶界的差异。晶粒结构随激光参数、后期热处理和热等静压的变化而变化的研究正在进行中。然而,研究结果并没有被广泛使用。最终,当晶粒结构可以被操纵以提供零件不同的机械性能时,这种差异将成为一种优势。
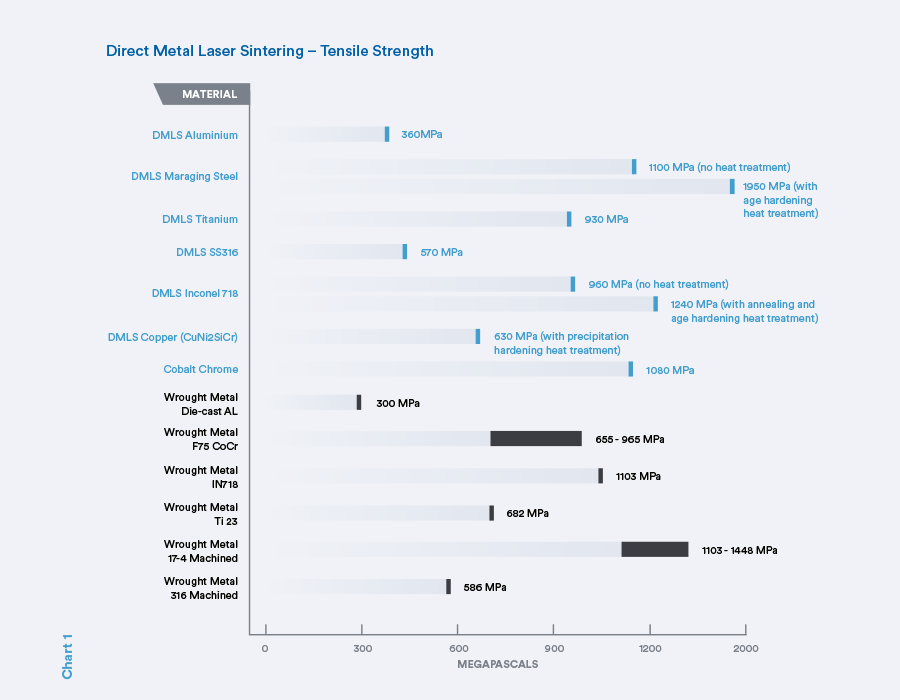
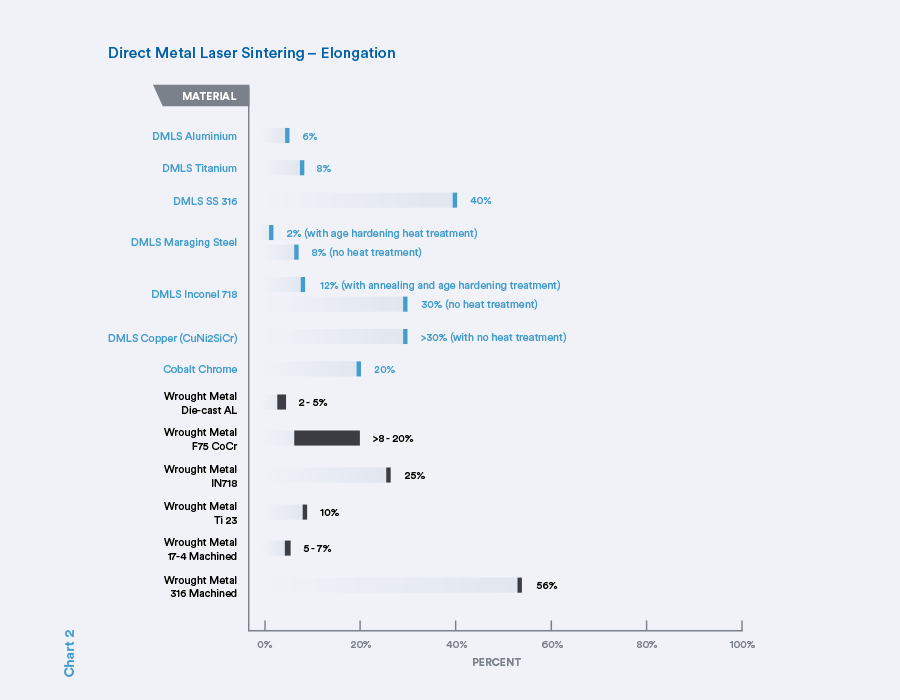
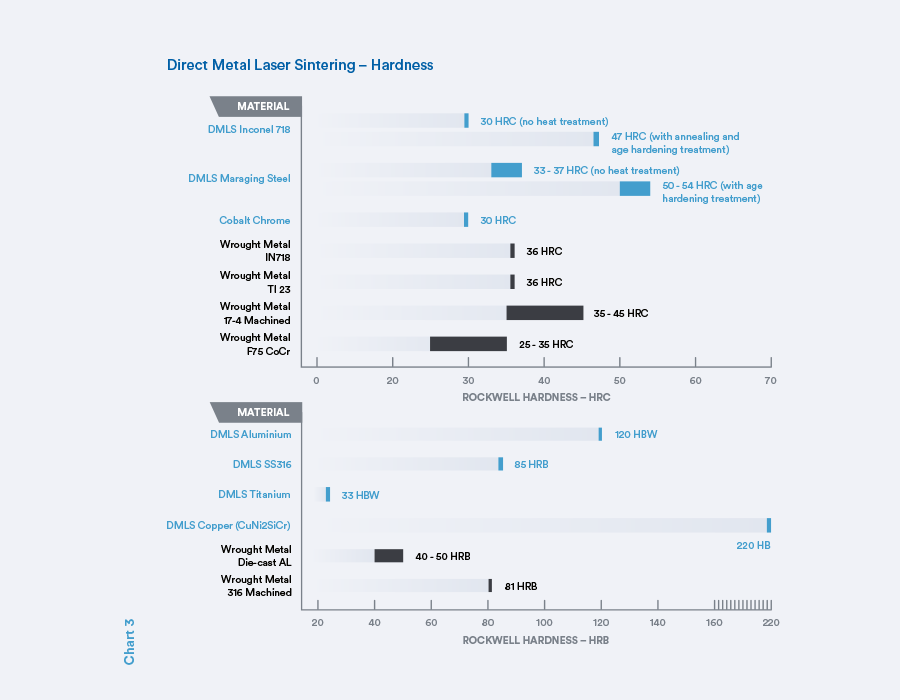
在这里讨论的三种增材制造工艺中,DMLS生产的部件具有接近各向同性状态的材料特性。然而,沿着不同的轴测量时,会有一些属性差异。有关DMLS材料性能的直观比较,请参见表1对于抗拉强度,表2对于伸长率,和图3硬度。
不锈钢是一种常用的DMLS材料,可从Protolabs获得316L,具有优异的伸长率,提供40%的断裂,使其具有很强的延展性。316L提供耐酸和耐腐蚀性,并且在其应力释放状态下比大多数其他材料更耐温度。
DMLS铝(Al)可与用于铸造和压铸工艺的3000系列合金相媲美。它的成分是AlSi10Mg。铝具有优异的强度重量比,良好的耐温度和耐腐蚀性能,良好的疲劳、蠕变和断裂强度。与压铸3000系铝相比,铝的抗拉强度(360mpa +/- 30MPa)和屈服强度(240mpa +/- 30MPa)均远远超过平均值。然而,断裂伸长率(EB)明显低于3000系铝的平均值(6%对11%)。
DMLS钛(Ti6Al4V)最常用于医疗应用,由于其强度重量比,温度
耐酸性和耐腐蚀性。与退火后的Ti级23相比,其力学性能基本相同,抗拉强度为930 MPa,断裂伸长率为10%,硬度为33 HBW。
马氏体时效钢以具有优异的强度和韧性而不失去延展性而闻名。它是一类特殊的低碳超高强度钢,其强度不是来自碳,而是来自金属间化合物的沉淀。固化温度可达37 HRC,耐高温。马氏体时效钢具有均匀的膨胀性和易切削性,可用于装配线和模具的高磨损部件。
铬镍铁合金718(IN718)是一种镍铬高温合金,用于高温应用,如飞机发动机部件或燃气轮机部件。DMLS IN718部件具有令人印象深刻的工作温度范围-252°C至704°C,加上优异的耐腐蚀性和良好的疲劳,蠕变和断裂强度。
铜(CuNi2SiCr)是一种低合金铜材料,具有良好的机械性能和高导热性和导电性。它通常用于更恶劣的环境中,纯铜是不可行的。
钴铬合金是一种主要由钴和铬组成的高温合金,以其高强度重量比,优异的蠕变和耐腐蚀性而闻名。零件建造在CoCr是根据ASTM F75。
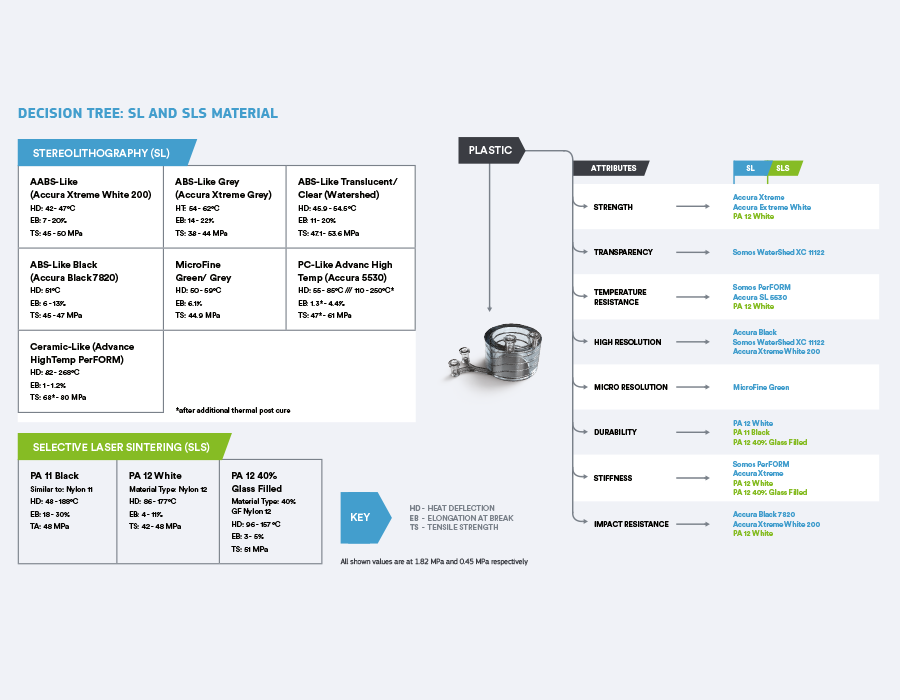
选择性激光烧结(SLS)
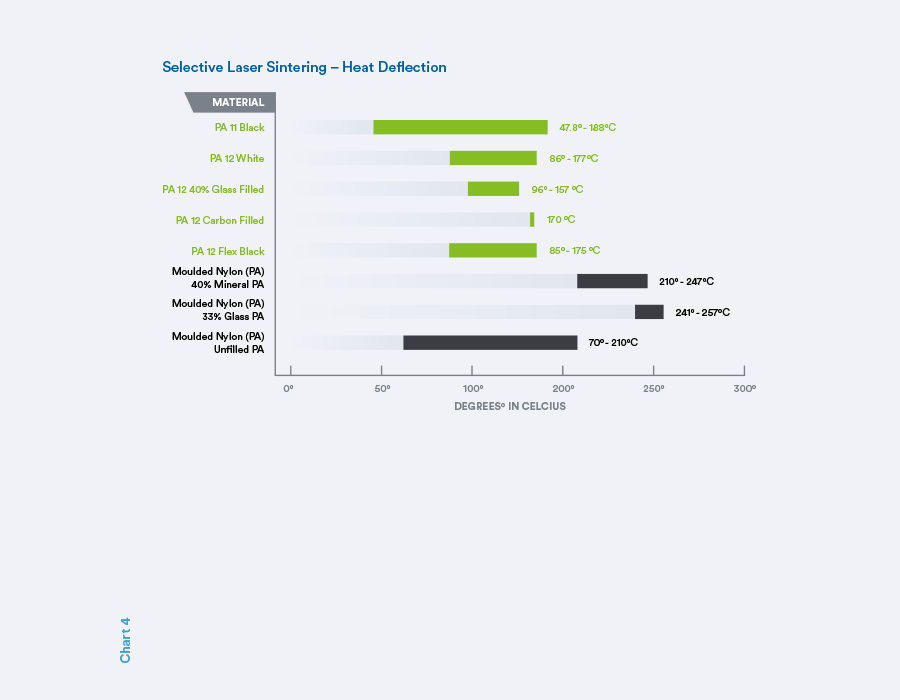
SLS使用热塑性粉末(主要是聚酰胺(PA))来制造功能部件,这些部件比通过立体光板(SL)生产的部件具有更大的韧性和更高的冲击强度,以及高HDTs(177°c至188°c)。缺点是SLS缺乏SL提供的表面光洁度和精细的功能细节。
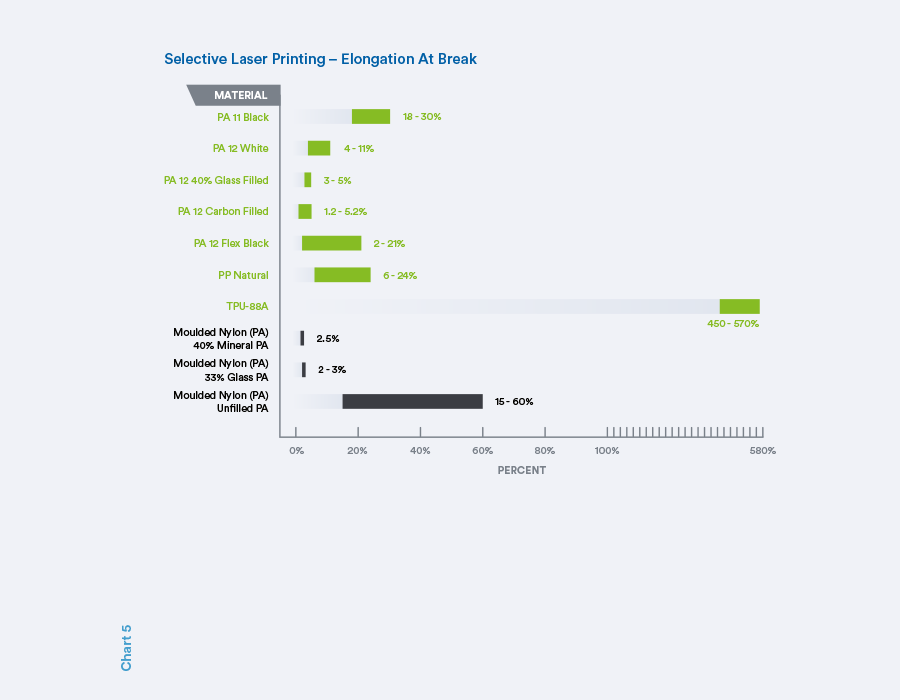
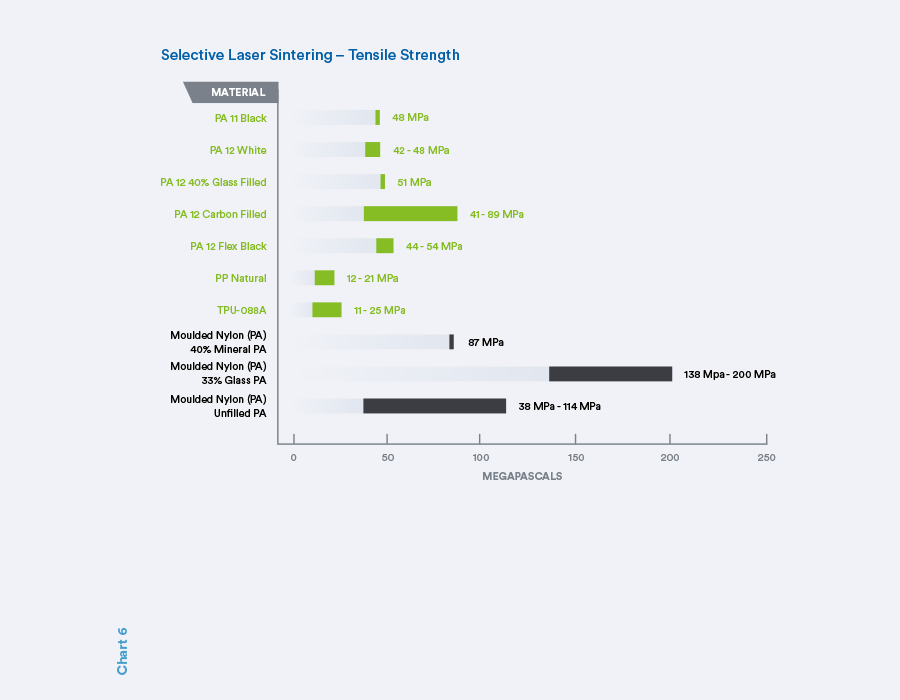
一般来说,SLS PAs,当与他们的注射成型的平均值相比,具有相似的HDT值,但较低的机械性能值。在少数情况下,SLS PAs报告记录各向异性程度的属性。有关SLS矿物性质的直观比较,请参见图4对于热偏转,图5断裂伸长率和图6用于抗拉强度。
PA 11黑色在不牺牲抗拉强度(49 MPa)和耐温(188℃)的前提下,具有48 MPa的拉伸模量和30%的XY方向EB的延展性和柔韧性。这些特性使pa850成为一种流行的通用材料,也是有限试验中制造生活铰链的最佳解决方案。与注塑成型的pa11相比,pa11 Black具有更高的HDT(188°c vs 140°c),具有相似的抗拉强度和刚度。然而,它的EB虽然是所有增材制造塑料中最高的,但比模塑pa11的EB低60%。另一个使pa11 Black与众不同的因素是它均匀的深黑色。黑色具有高对比度,这使得流行特征突出,
它隐藏着污垢、油脂和污垢。由于反射率低,黑色在光学应用中也是理想的。
PA 12白色是一种平衡的、经济的、通用应用的首选材料。pa12白色比pa11黑色更硬(拉伸模量为1650 MPa vs 1560 MPa),抗拉强度相似(48 MPa vs 42 - 48 MPa)。虽然它的EB不到PA 11黑色的一半,但在延展性方面,它仍然是表现最好的之一。pa12白色与注塑成型pa12的平均性能大致相当。它有相似的刚度,但大约一半的抗拉强度和EB。然而,其HDT明显更高:188°c比138°c。
PA 12 40%玻璃填充是一种聚酰胺粉末,里面装有玻璃球,使其硬度和尺寸稳定。然而,玻璃填料使其变脆,显著降低冲击和拉伸强度。玻璃球也使pa12 40%的玻璃填充部件比任何其他增材制造材料重得多。PA 12 40%玻璃填充是一个很好的选择,当刚度和耐温性的要求。
PA 12填充碳是一种无烟煤灰色尼龙,具有极高的刚度和耐高温性,再加上导电性和重量轻。碳纤维填料根据所考虑的三轴方向提供不同的力学性能。
PA 12 Flex Black是一种黑色/无烟煤尼龙,具有优异的柔韧性和抗冲击性。PA12柔韧黑结合了PA12和PP的优点,强度和刚度与PA12相似,抗拉强度为48MPa。伸长率与未填充聚丙烯的伸长率相当,分别为2-21%和6-24%
tpu - 88 a是一种热塑性聚氨酯(TPU),结合了橡胶般的弹性和伸长率,具有良好的耐磨性和抗冲击性。TPU-88A的EB值为450-570%
有限元(SL)
SL使用光聚合物,热固性树脂,用紫外线(UV)光固化。它提供最广泛的材料选择,具有大范围的拉伸强度,拉伸和弯曲模量以及EBs。请注意,冲击强度和hdt通常比普通注塑塑料低得多。材料的范围也提供了颜色和不透明度的选择。结合良好的表面光洁度和高特征分辨率,SL可以生产在性能和外观方面模仿注塑成型的零件。
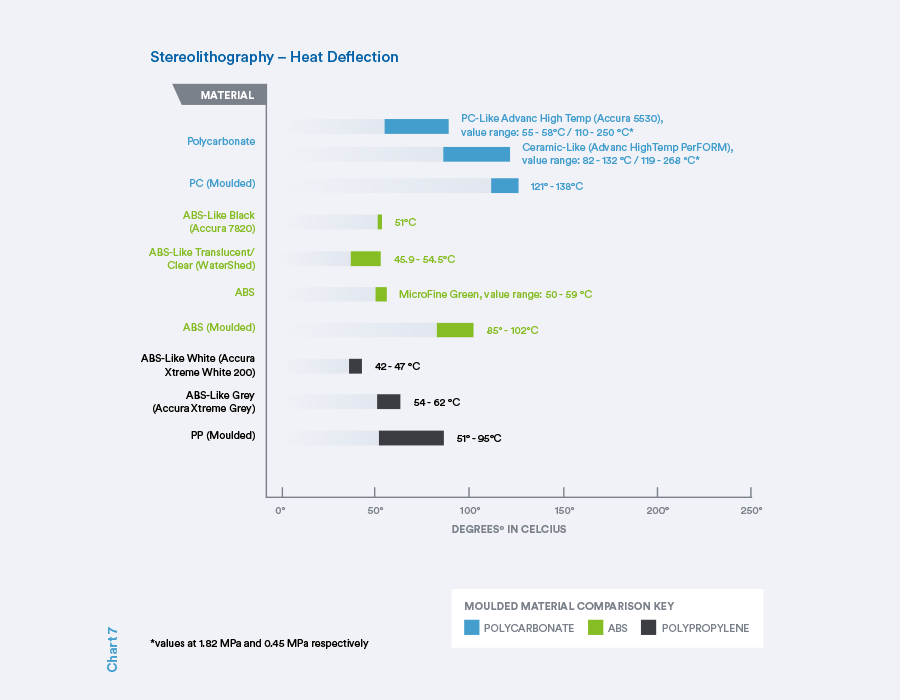
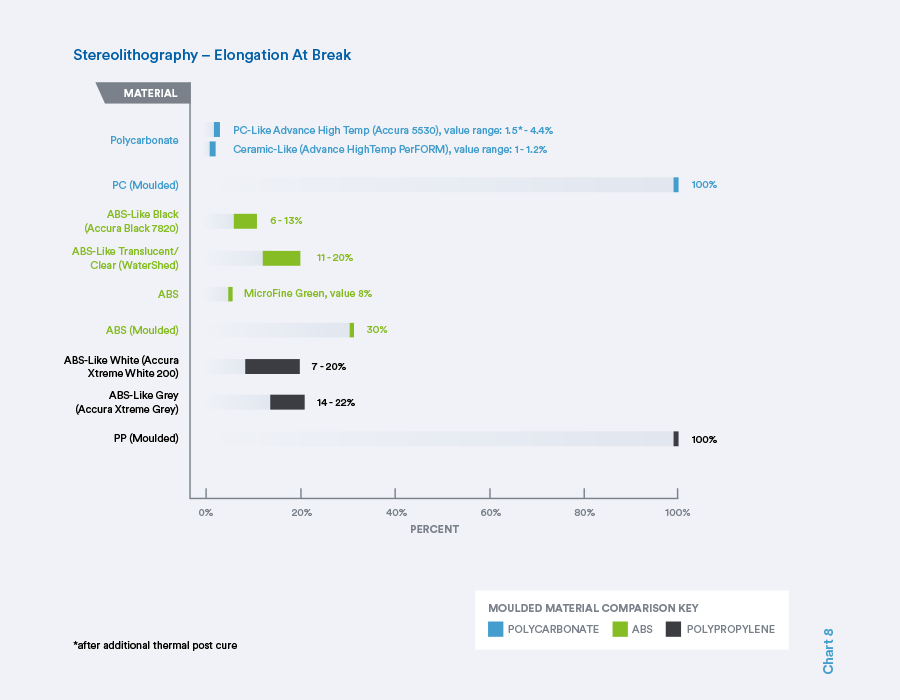
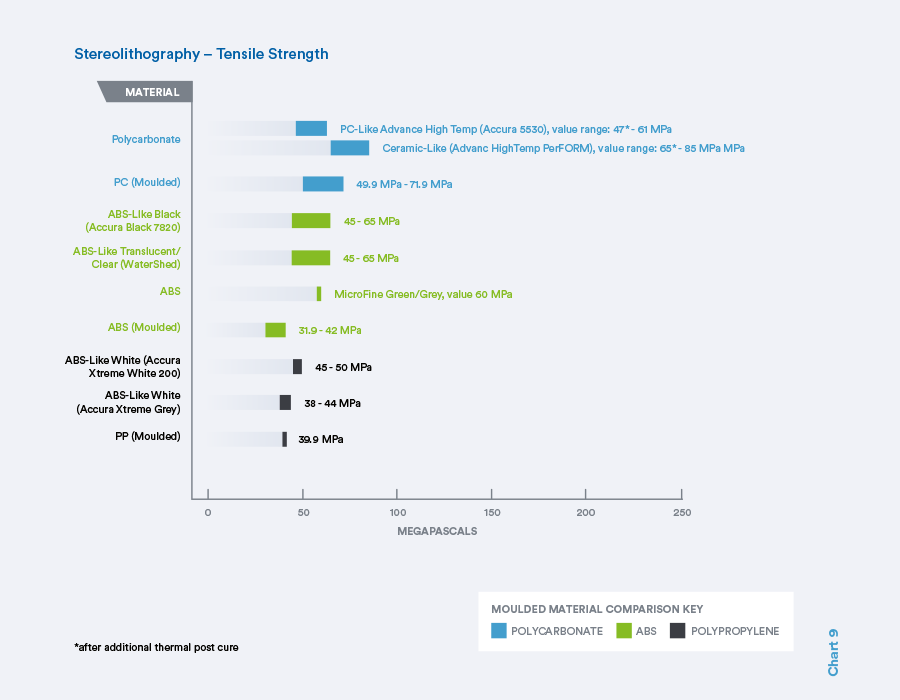
光聚合物具有吸湿性和紫外线敏感性,这可能会随着时间的推移改变零件的尺寸和性能。暴露在潮湿和紫外线下会改变外观、尺寸和机械性能。有关SL材料性能的可视化比较,请参见图7用于热偏转表8断裂伸长率和图9用于抗拉强度。
ABS-Like White (Accura Xtreme White 200)是一种广泛使用的SL材料。在柔韧性和强度方面,它介于聚丙烯和ABS之间,这使得它成为快速配合,主模式和要求苛刻的应用的良好选择。Xtreme是一种耐用的SL材料;它具有很高的冲击强度(64 J/ m)和高EB(20%),而中等强度和中等强度
刚度。然而,它的HDT(47°c)是最低的SL材料。
与注塑成型ABS的平均值相比,Xtreme的抗拉强度略高(45 MPa - 50 MPa),但EB略低(20% vs 30%)。在弯曲载荷下,Xtreme的刚性降低了26%,冲击强度降低了70%。
ABS-Like Grey (Accura Xtreme Grey)它类似于聚丙烯(PP)/ABS,是一种坚韧耐用的材料。它非常适合快速配合,组件和要求苛刻的应用,其特点是灰色。
类abs半透明/透明(分水岭)提供低吸湿性(0.35%)和近乎无色透明度的独特组合-需要二次操作才能使材料完全透明,并且还将保留非常浅的蓝色色调aſterward。虽然对于通用应用程序和模式制作很好,但WaterShed是流可视化模型,光管和透镜的最佳选择。Watershed的抗拉强度和EB是3d打印的热塑性材料中最高的,这使得它坚韧耐用。与注射成型ABS的平均值相比,Watershed的抗拉强度略高(53.6 MPa vs 42 MPa),但在50°C -> 54°C时,EB (15.5% vs 30%)和HDT则有所不足。
ABS-Like Black (Accura Black 7820)是注塑成型ABS零件时的另一种选择。它不仅模仿ABS的机械性能,它的深黑色和光滑的表面在顶部轮廓提供了一个模压零件的外观,而层线可能在侧面轮廓可见。它提供了一个大的工作范围的物理性能,高EB(6-13%)和冲击强度,适用于构建概念模型和功能原型部件。
超细绿色/灰色是在Protolabs定制配方,以提供最高水平的细节- 0.07毫米的特征是可能的-和最严格的公差,可从任何SL材料。该材料用于制造微到小的零件,通常小于25 x 25 x 25 mm³。在力学性能方面,MicroFine Green/Grey在抗拉强度和模量方面处于SL材料的中档(分别为60 MPa和2600 MPa),在冲击强度和EB方面处于低端(0.23 J/cm)
分别为8%)。MicroFine Green具有与注塑成型ABS相似的刚度和抗拉强度,但是,它的HDT确实低于ABS(59°C vs 102°C)。
类似pc的advance HighTemp (Accura 5530)提供了一个强大的,刚性的部分,耐高温。此外,热后固化选项可以将HDT从85°C提高到250°C (0.45 MPa)。5530是所有未填充SL材料中拉伸和弯曲模量最高的材料之一,抗拉强度第二高(61 MPa)。然而,后固化确实使5530的耐用性降低,导致冲击强度仅为21 J/m, EB为2.9%。没有热后固化,5530保持其抗拉强度,变得更加灵活。此外,EB增加了约50%。与注塑成型的热塑性塑料相比,10%的玻璃填充聚碳酸酯是最接近的。通过热后固化,5530具有相似的抗拉强度和弯曲模量(与平均值相比),HDT高66%。然而,5530的冲击强度和EB要低得多(分别降低81%和72%)。
陶瓷样(advance HighTemp PerFORM)是制造具有优异高耐热性的坚固、坚硬零件的理想材料。额外的热固化后选项可以将HDT从132°C提高到268°C (0.45 MPa),即达到所有SLA材料中的最高值。典型的材料用途包括生产工具和风洞测试应用
结论
跨越金属、热塑性塑料和热固性材料,3D打印提供了许多不同的材料,即使不能替代,也可以模拟通过传统方法加工的材料。虽然不可能完全匹配,因为基本过程是不同的,但材料宽度意味着很有可能满足重要的材料特性。
成功的关键是对差异持开放态度,并认识到差异。在知情的、合格的3D打印资源的支持下,可以填补数据空白,这种心态为利用3D打印技术可以提供的独特优势打开了大门。
来源:matweb.com,ulprospector.com,厂商数据表和protoolabs.com。
想了解更多关于Protolabs如何支持业务的信息数控加工,注射模制或3 d印制原型吗?
想要更多的白皮书?为什么不退房呢?原型和生产的3D打印技术.