
可塑性设计
卷1:产品设计师和工程师的快速注塑参考指南。
设计塑料零件的可塑性一直是传统的重要注塑但在快速注塑成型过程中,它特别有益,以确保制造过程中的速度和质量保持不变。本指南考察了许多在注塑件设计和产品设计过程中遇到的重要设计考虑因素。
什么是快速注射成型?
快速注射成型是一种利用制造自动化的技术驱动过程。CAD模型直接发送到生产车间,模具铣削开始,但在大多数情况下,模具是由铝制造的,而不是钢。与传统的钢模具相比,这允许更快和最具成本效益的模具。
有许多表面处理选项和能力,包括侧面行动和手动加载插入,以及简单的复模和插入成型。选择性使用电火花加工(EDM)来改善模具的棱角和边缘等特征。与传统的注射成型方法相比,其结果是在几周内生产零件,而不是几个月。
应用程序
- 快速迭代快速回合原型
- 在产品开发期间用生产级部件测试功能
- 测试多种材料
- 测试多个CAD模型
- 快速迭代
- 桥的工具
- 实施桥架工装
- 管理需求波动
- 在几天内获得数千个零件
行业
- 医疗
- 汽车
- 电子产品
- 航空航天
- 消费产品
- 桥的工具
- 设备
- 照明
- 海洋
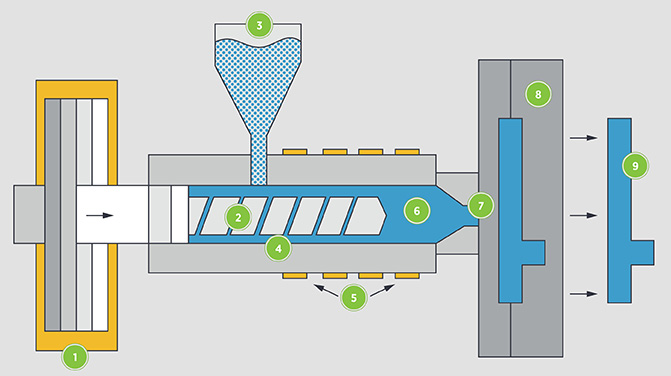
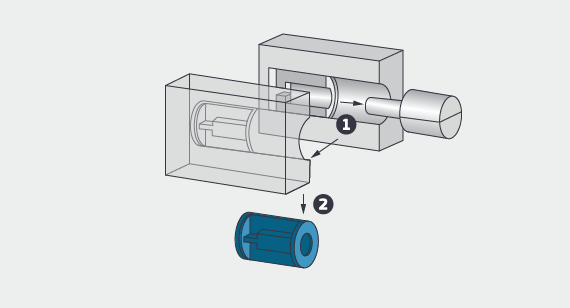
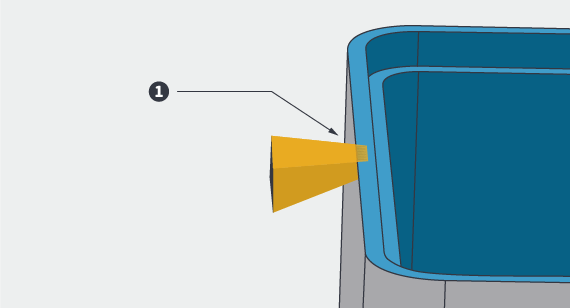
从左到右,快速注塑机的组成部分包括:滑枕(1)、螺杆(2)、料斗(3)、料筒(4)、加热器(5)、材料(6)、喷嘴(7)、模具(8)、零件(9)。
让我们得到绝对
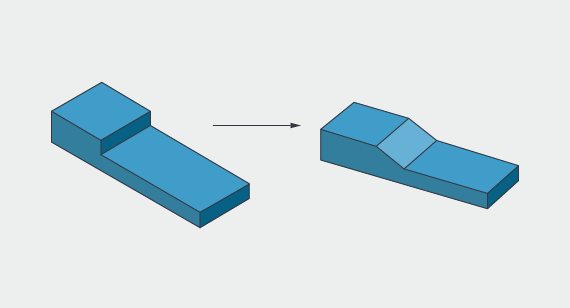
树脂推荐壁厚。
| 树脂 | 推荐壁厚(mm) |
|---|---|
| 腹肌 | 1.14 - 3.50 |
| 缩醛 | 0.64 - 3.05 |
| 丙烯酸 | 0.64 - 3.81 |
| 液晶聚合物 | 0.76 - 3.05 |
| 长纤维增强塑料 | 0.90 - 2.54 |
| 尼龙 | 0.76 - 2.92 |
| 聚碳酸酯 | 0.11 - 3.81 |
| 聚酯 | 0.64 - 3.17 |
| 聚乙烯 | 0.76 - 5.08 |
| 聚亚苯基硫醚 | 0.51 - 3.81 |
| 聚丙烯 | 0.64 - 3.81 |
| 聚苯乙烯 | 0.89 - 3.81 |
注:这些是一般准则,受零件几何形状和模具结构的影响。较大的零件不应设计最小壁厚。
提示:Protolabs的壁厚一般规则为0.040-0.140。
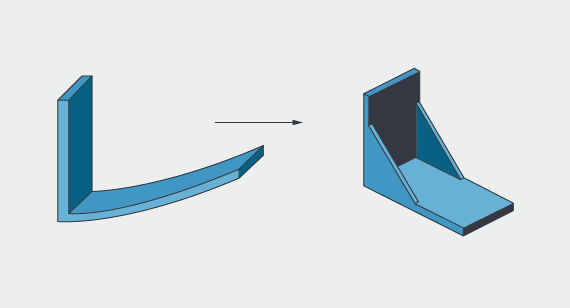





打开闸门
薄边缘限制流动,并可能在浇口修整时断裂。我们需要一个厚点的地方来进入你的区域。如果有其他选择,请联系我们的客户服务工程师,电话:+44(0)1952 683047或(电子邮件保护).
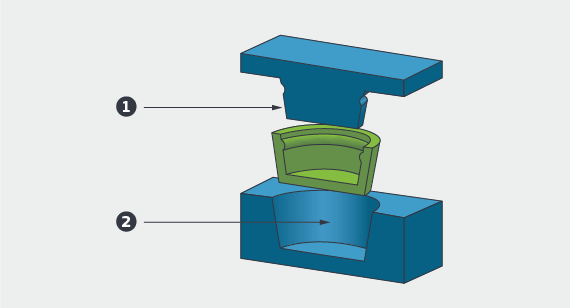
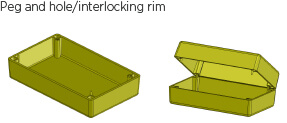
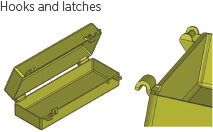
Self-Mating部分
相同的零件翻转和匹配自己是可能的,并节省了第二个模具的成本。
- 钉和孔
- 联锁边缘
- 挂钩和插销
是宽容的
- Protolabs可保持约30.08mm的加工精度。
- 收缩公差主要取决于零件设计和树脂的选择。从ABS和聚碳酸酯等稳定树脂的0.05mm / 25.4mm到Santoprene等不稳定树脂的0.65mm / 25.4mm不等。
- 有一些技术可以使我们的过程最准确。请与客户服务工程师联系+44 (0) 1952 683047或(电子邮件保护).
这是一个物质世界
在为您的部件选择材料时,相关性能可能包括机械,物理,耐化学性,耐热性,电性能,可燃性或抗紫外线性。树脂制造商、复合商和独立的树脂搜索引擎都有在线数据。有关树脂链接,请访问protolabs.co.uk /材料.
商品树脂
聚丙烯
- 软
- 艰难的
- 便宜的
- 耐化学
- 创造美好的生活铰链
聚乙烯
- 软
- 艰难的
- 便宜的
- 耐化学
- 高密度
- 低密度
聚苯乙烯
- 硬
- 清晰的
- 便宜的
- 易碎但可增韧
工程树脂
腹肌
- 便宜的
- 抗冲击
- 设备和手持外壳
- 易下沉
缩醛
- 更昂贵的
- 强大的
- 良好的润滑性和可加工性
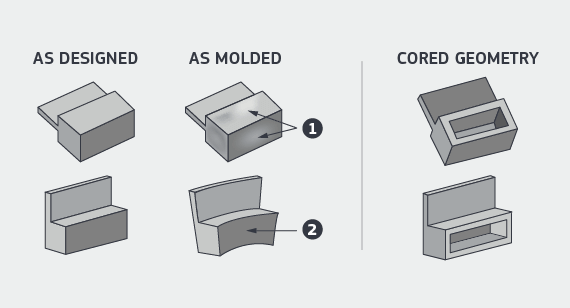
- 对壁厚过厚非常敏感
连结控制协定
- 非常昂贵的
- 非常强烈的
- 填充非常薄的部分
- 弱织线
尼龙
- 合理的成本
- 非常强烈的
- 易收缩和翘曲的,特别是玻璃填充的
- 吸水尺寸和性能变化
聚碳酸酯
- 价格适中
- 非常艰难的
- 良好的尺寸精度
- 易受化学应力开裂、空洞影响
PBT、PET、PPS、PSU、PES、PEI等
颜色
对于大多数库存的着色剂,再复合材料/着色剂或客户提供的着色剂,没有配色,盐/胡椒3%混合物。
选择颜色
树脂供应商的库存颜色通常是黑色和自然的。自然色可能是白色、米色、琥珀色或其他颜色。当着色剂颗粒添加到天然树脂中时,就会产生半定制颜色。有关可用颜色,请访问protolabs.co.uk/resources/moulding-世界杯2022官网投注materials。我们库存的颜色没有额外的费用。它们可能不是完全匹配的,并且可能在某些部分产生条纹或漩涡。需要匹配准确的潘通或色片的定制颜色需要与树脂供应商复合。这个过程更慢,更昂贵,但产生更准确的匹配。
树脂添加剂
短玻璃纤维用于增强复合材料并减少蠕变,特别是在高温下。它们使树脂更强、更硬、更脆。由于树脂和纤维在冷却收缩方面的差异,它们会引起翘曲。
碳纤维用于增强和/或使复合材料变硬,也有助于静电消散。它和玻璃纤维有同样的局限性。碳纤维可以使塑料非常坚硬。
矿物质如滑石和粘土常被用作填料,以降低成本或增加成品零件的硬度。由于它们在冷却时不像树脂那样收缩,因此可以减少翘曲。
聚四氟乙烯(Teflon)和二硫化钼在轴承应用中用于使零件自润滑。
长玻璃纤维与短玻璃纤维一样用于增强和减少蠕变,但使树脂更强更硬。缺点是,对于薄壁和/或长树脂流的模具零件来说,它们特别具有挑战性。
芳纶(凯夫拉)纤维就像不那么耐磨的玻璃纤维,只是强度不如玻璃纤维。
玻璃珠和云母片用来使复合材料变硬,减少翘曲和收缩。在高负荷的情况下,注入它们是一项挑战。
不锈钢纤维通常用于控制电子元件外壳中的EMI(电磁干扰)和RFI(射频干扰)。它们比碳纤维更具导电性。
紫外线抑制剂用于户外应用。
静态的治疗方法使树脂消散静电。
问题吗?
打电话给你的客户经理或客户服务工程师+44(0) 1952 683047。
-