
降低注塑成本的技巧
拉伸你的预算与这些注射成型设计建议
每个人都想在制造零件上省钱。这听起来很简单,但最简单的方法之一,以降低价格每件成本的注塑成型是通过增加零件数量。这是因为设计和加工模具的初始前期成本超过了更多的零件。例如,在Protolabs,同样的工具可以塑造多达25,000个零件或更多。
然而,也许你的成型项目只需要少数几个零件。不用担心。Protolabs为低至25件的生产数量制造具有成本效益的模具,通常在订购后几天内完成。

除了单位成本,还要考虑材料。许多塑料在强度和功能上是重叠的,但有些塑料天生就更容易成型,从而降低了零件成本。当您将设计上传到Protolabs时,您可以在收到的交互式报价中试用不同的材料。
这里有11个注塑设计注意事项,以扩大您的制造美元:
1.消除削弱了
2.去掉不必要的功能
3.采用核腔法
4.减少化妆品的修饰和外观
5.设计自配合件
6.修改和重用模具
7.注意DFM分析
8.使用多型腔或家用模具
9.选择小批量生产选项
10.考虑零件尺寸
11.过度成型使用
削弱了
凹边特征使问题复杂化,在某些情况下,还会阻止零件弹出。如果可以的话,尽量去掉它们,但也许这是不可能的,例如,如果你需要一个侧面动作,滑动关闭或挑选。另一种选择可能是使用滑动关闭和通过芯,或通过改变分型线和牵伸角度,以提供一个更容易的模具建设。这些降低了模具成本,因为您避免了增加制造成本的模具额外零件。除了使用手动加载刀片的制造成本上升外,由于周期时间更长和手动模具操作,这也可能对您的零件价格产生影响。

不必要的功能
纹理表面,模压零件号和公司标志看起来不错,但要准备为这些和其他非关键任务功能支付一点额外费用。也就是说,永久性零件编号是许多航空航天和军事应用的要求。使用对工厂友好的字体,如Century Gothic Bold、Arial或Verdana(无衬线字体),字号保持在20字号以上,不要超过0.010到0.015英寸。另外,如果零件顶出是一个问题,准备增加吃水。
核心腔
如果你需要一个电子外壳或类似的盒形零件,你可以将壁腔沉入模具底座深处,需要细长的工具将肋骨加工到模具中,或者在核心周围加工铝材料并在其周围成型。后一种方法被称为芯腔,是一种更经济有效的方法,可以塑造高大的墙壁和肋形表面。更好的是,这使得它更容易提供光滑的表面处理,充分的通风,改进的弹射,并且可以消除对超陡吃水角的需求。
化妆品
漂亮的零件是不错的,但它们通常需要喷丸、电火花加工或高模具抛光来达到更高的美容外观水平。这就推高了加工成本。任何大于PM-F0(机械加工)的表面都需要一定程度的手工处理,直到使用2级钻石抛光的SPI-A2镜面处理。除非工作需要,否则避免使用这些精细的饰面。关于化妆品要考虑的一件事是让Protolabs知道你是否需要整个模具的一半或可能只是一个小区域抛光。你可以节省成本,只抛光所需的区域,而不是整个模具的一面。当要求自定义完成时,只需向Protolabs发送关键区域的彩色编码图像和每个区域的期望完成级别。
Self-Mating部分
也许你正在为一些医疗部件设计一个合在一起的外壳,或者是便携式收音机的两个互锁部分。明明可以造一个,为什么还要造两个?重新设计卡扣,使两半可以从任何方向组装在一起,从而建立一个所谓的“通用”部分。只需要一个模具,节省了前期生产费用。你现在可以模制两倍的一个零件,而不是两个零件的一半。
模具插件
从现有的金属模具中去除金属相对容易。另一方面,添加金属可能是困难的,或者对于所有实际目的来说,快速注塑是不可能的。从零件的角度来看,你可以添加塑料,但你不能把它拿走。考虑到这一点的设计被称为“金属安全”。
一些注塑成型的零件经过多次迭代,直到最终的、可行的设计出现。而不是购买一个新的模具,每次修改,一个聪明的计划将允许相同的模具被多次使用。从最小,最基本的零件设计开始,模具尽可能多的零件,然后重新加工模具,以包括额外的零件特征,或更大,更高版本的相同零件,并再次模具。这并不是一门精确的科学,但是如果提供了正确的部分,这种重用方法可以节省工具开发的费用。
Mould-ability-DFM分析
在Protolabs注塑件的每一个报价都伴随着可制造性(DFM)分析的免费设计。这识别了潜在的问题区域,或设计改进的机会。不充分的草稿角度,“不可加工”的特征,不可能的几何形状——这些只是在点击“接受”按钮之前可以并且应该改进零件设计的几个例子。请务必彻底审查这些建议,并与Protolabs的应用工程师联系任何与设计相关的问题。
多型腔和家庭模具
也许你想要更多的零件?根据尺寸和零件几何形状,您仍然可以使用带有两腔,四腔或八腔模具的铝模具实现高产量,这可以降低您的零件价格,尽管这会影响您的模具成本。
有一堆零件可以组装在一起吗?一次进行多个成型项目怎么样?没有理由为每个单独的零件建立一个模具,前提是a)一切都是由相同的塑料制成,B)每个零件的尺寸大致相同(例如,具有相似的加工时间),C)都可以挤进同一个腔,同时仍然允许适当的模具功能。
另外,也许你可以用活铰链连接其中一些部件?这种方法是一个伟大的方式,例如,塑造两个一半的翻盖式容器。否则,这些部件将需要一个销型组件来打开和关闭。唯一需要注意的是,必须使用柔性和坚韧的材料,如聚丙烯(PP)。
小批量生产
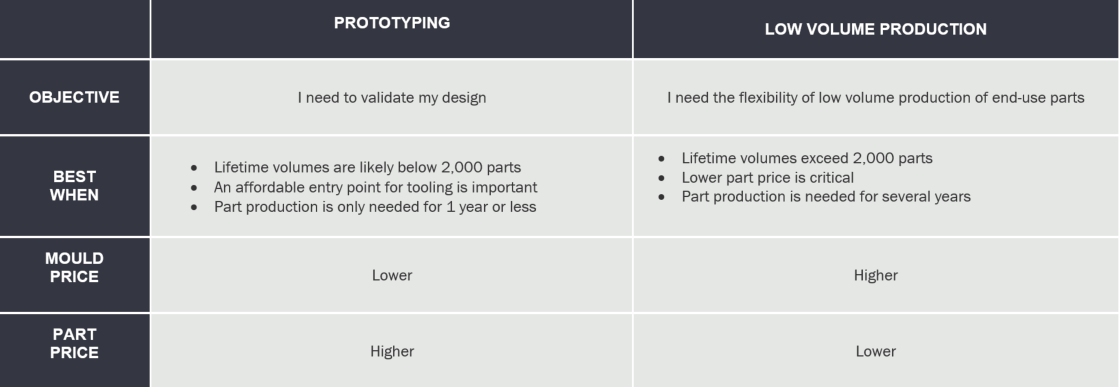
还有另一种方法来降低成型成本,这取决于你的零件量,是考虑小批量制造。在Protolabs,有两种注射成型服务选项(见下表)。一个是最适合那些需要较小的零件数量,通常与原型相关。另一种选择非常适合那些需要稍大的零件数量的人,通常来自铝模具的零件多达10,000多个。小批量生产可以是一个很好的选择,以管理您的零件的需求波动,降低总拥有成本,并利用具有成本效益的桥接工具。



部分尺寸
总是考虑部分范围。在造型说话,这意味着有多大是部分,并将它舒适地适合在模具,同时允许浇口,流道,顶销,以及所有其他需要考虑的因素,使模具工作。Protolabs注塑成型的最大零件尺寸目前为480mm × 751mm,从分型线的最大深度为101mm。然而,像这样较大的零件,反过来,需要更大的模具。这可能会对模具和零件成本产生影响。
Overmoulding
最后,考虑一个覆盖选项。根据零件的不同,它可能会让你在前期花费更多,但以后可能会为你省钱。例如,在零件上预先覆盖垫片可能会增加成本,但它可以节省成本,因为稍后会有人手动安装垫片。