钣金加工设计“,
探索材料,制造工艺,设计考虑因素,以及钣金原型和小批量生产部件的整理选择
与从一块材料开始(大部分材料将被加工掉)不同,钣金可以让你买到你需要的东西,使用你需要的东西。金属板的剩余部分仍然可用,而在加工过程中除去的金属屑必须回收利用。
与许多现代制造技术一样,钣金制造业可以实现自动化,零件可以直接从CAD模型中生产。该技术使用多种材料和一系列工艺来塑造成品部件和产品。也许最重要的是,在一个大规模生产的世界里,金属板制造是高度可扩展的。虽然第一件作品的设置可能很昂贵,但随着数量的增加,每件作品的价格迅速下降。当然,许多工艺都是如此,但金属薄板的每件成本通常比机械加工等减法工艺下降得更快。
钣金是如何使用的?
钣金被切割、冲压、冲孔、剪切、成形、弯曲、焊接、轧制、铆接、钻孔、攻丝和加工。硬件可以插入钣金组件。组件可以刷,镀,阳极氧化,粉末涂层,喷漆,丝印,或以其他方式标记。当然,零件可以用铆钉、螺丝或焊接成复杂的组件。
像当今大多数其他技术一样,钣金加工也在不断发展。材料、设备和工具比以往任何时候都更加专业化。为了充分利用钣金,关键是要为您的零件及其应用利用正确的供应商和制造方法。沿着这些思路,本白皮书探讨了钣金加工的关键组件:
- 材料
- 生产流程
- 设计注意事项
- 完成选择
钣金加工技术
金属片,根据定义,一开始是平的,但是可以用很多不同的方式来塑造以满足许多不同的要求。虽然本文的重点是通过沿单轴弯曲来塑造金属薄板的技术,但存在各种各样的技术,用于将材料塑造成多轴形式,而不是由平面组成或沿单轴弯曲。这些包括热成形和冷成形技术的深拉,液压成形,纺丝和冲压。这些工艺制造了现代汽车的车身面板,金属水槽和铝饮料罐等复杂形状的物体。在许多情况下,这些技术是迭代的,通过多次重复该过程来逐渐改变金属的形状,从而塑造金属。
此处涉及的冷成形工艺有:
切割
- 剪切长期以来,这是切割钢板的主要方法,但现在已经被更快、更精确的方法所取代。
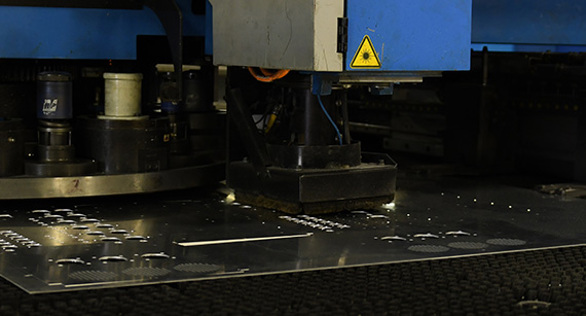
- 一个冲床可用于冲床和模组切割金属。这对于切割相对简单的零件特别有效,而不是用激光或水射流切割。由于冲床每分钟可冲程数百次,因此可以快速制造出合适的零件。冲孔也可用于在零件上制造孔或其他切口。结合冲床和激光切割允许创建一个复杂的平面图案与大小有限的冲压特征。
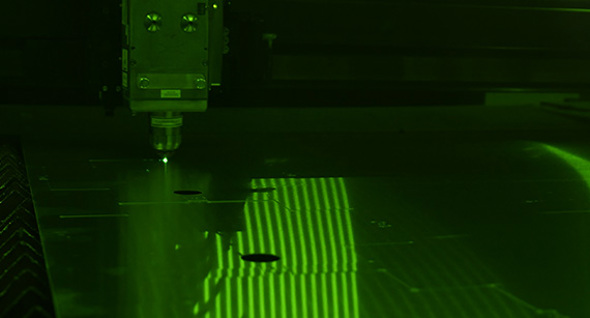
- 数控激光切割工作与喷射氧,氮,氦或二氧化碳燃烧掉金属,并产生一个干净的,完成边缘。这个过程的速度随着金属厚度的不同而不同,但切割可能相当复杂,在+/- 0.005英寸的公差下。或者更好,是相当精确的。由于没有接触,工具不会像机械刀具那样磨损。两种类型的激光器用于钣金加工。光纤激光器用于更薄和更反光的材料,以提供精确的切割。多气体或CO2激光更强大,适用于更厚的仪表。
- 光化加工蚀刻是一种控制蚀刻的过程,使用cad生成的模板留下一个图案,该图案被化学激活以去除不需要的金属。
弯曲。使用各种压力机,大多数金属都能沿直线轴弯曲。弯曲的形状可以是平缓的曲线,比如沿着钢罐的垂直轴,也可以是上方、下方或正90度的尖角。压煞车是用来制造这些相对急转弯的。轧制和成形方法在连续弯曲操作中产生开或闭单轴曲线。
卷边。这包括滚动金属形状的边缘,以提供更光滑,更坚固的边缘。褶边可以打开,在弯曲处留下一个空气空间,也可以关闭,折叠的金属被紧紧地压在一起。卷边产生一个圆形边缘的一块金属,也称为桶边。这可以用来简单地消除锋利的边缘或服务于特定的操作功能,如在门铰链的情况下,它持有铰链旋转的销钉。
| 金属薄板简史 |
|---|
金属薄板已经使用了数千年,据报道,在古埃及珠宝中就出现过。它是中世纪盔甲的支柱,当时金属制造仍然是昂贵的手工工艺。在工业革命时期,钣金工作出现了爆炸式增长。今天,它存在于我们的汽车和电器中,几乎可以在家里或办公室的任何房间找到它,它包含在计算机硬件中,并通过飞机、火箭和卫星在世界各地旅行。 经过几个世纪的锤制,第一批轧机出现在16世纪th至少在一个案例中使用了出自列奥纳多·达·芬奇的设计。17th世纪见证了金属薄板制造业的工业化,并在英国建立了第一家冷轧厂。18世纪的工业革命th世纪见证了流水线生产、压闸机和液压机的出现。在19世纪th世纪,铝被引进,贝塞麦转炉允许大量生产钢铁,蒸汽锤也被引进。影响钣金生产和使用的发展继续以不断增长的速度进入20th和21圣几百年的钣金生产如今已成为价值数百亿美元的产业。 |


钣金有哪些类型?
各种金属和金属合金可以形成板材,并用于制造钣金零件。的材料的选择取决于应用的要求,材料选择的因素包括成形性、焊接性、耐腐蚀性、强度、重量和成本。流行的钣金材料包括:
 不锈钢。在钣金加工中使用的不锈钢有两大类:标准不锈钢和类弹簧不锈钢。
不锈钢。在钣金加工中使用的不锈钢有两大类:标准不锈钢和类弹簧不锈钢。
- 标准的不锈钢可以是非磁性的-任何300系列钢-是最常用的不锈钢类型。在制造过程中不需要热加工或其他应力缓解。316级是最耐腐蚀的不锈钢等级,并在高温下保持其强度。304级是使用最广泛的,虽然它的耐腐蚀性稍差,但具有良好的成形性和焊接性。
- 标准型磁性不锈钢用于钣金加工的是400系列。410级提供较低的耐腐蚀性,但可热处理。430级是其他不锈钢选择的廉价替代品,用于耐腐蚀性不是主要要求的应用程序,如刷刷完成的器具表面。因为这些材料倾向于弹性变形,而不是塑性变形,它们必须过度弯曲才能达到最终形状。
- 弹簧状钢在成型时必须加热以减轻压力。等级包括301、17-4、1095和1075。像弹簧一样的不锈钢通常需要专门的设备和工艺,必须明显过度弯曲才能达到最终的形状。

冷轧钢(CRS)。冷轧钢的工艺用于使热轧钢的光洁度光滑,以及在成型时保持更紧的公差。CRS可用1008和1018合金。

使用钢。这种钣金材料要么是热镀锌钢,要么是镀锌钢,镀锌后再退火。
 铝。作为一种价格适中的材料,铝具有跨越多个等级的一系列特性,以满足应用要求。1100级提供相对较低的强度,但耐化学和耐候性,可焊接和延展性,允许深拉。3003级强度更强,可成型,可焊接,耐腐蚀,价格实惠。5052级明显更强,同时仍然可成型,可焊接,耐腐蚀。6061级是一种结构合金,耐腐蚀,坚固,但不成形。它是可焊接的,尽管在焊接时牺牲了一些强度。
铝。作为一种价格适中的材料,铝具有跨越多个等级的一系列特性,以满足应用要求。1100级提供相对较低的强度,但耐化学和耐候性,可焊接和延展性,允许深拉。3003级强度更强,可成型,可焊接,耐腐蚀,价格实惠。5052级明显更强,同时仍然可成型,可焊接,耐腐蚀。6061级是一种结构合金,耐腐蚀,坚固,但不成形。它是可焊接的,尽管在焊接时牺牲了一些强度。
 铜/铜.想要“红色”金属的设计师和工程师通常会选择具有电解韧性的铜(ETP), C110或C101。在不太常见的情况下,弹壳黄铜被用作替代品。
铜/铜.想要“红色”金属的设计师和工程师通常会选择具有电解韧性的铜(ETP), C110或C101。在不太常见的情况下,弹壳黄铜被用作替代品。

钣金加工的设计考虑因素?
钣金加工是一个非加法、非减法的过程。它从平面材料开始,根据定义,在整个部分保持恒定的材料厚度。在某些情况下,可以通过将多个金属片焊接在一起来选择性地增厚零件的区域,但这是一种昂贵且不常见的做法。
钣金加工设计有自己的标准,不同于其他生产工艺。在设计阶段对部件的特性和功能了解得越多,可制造的设计就会越快完成。然而,如果设计有问题,制造供应商应该能够指出这些问题,并提出解决问题的方法。在某些情况下,供应商甚至可能有设计分析软件,可以快速突出设计改进的问题。一些设计考虑:
- 当钣金加工使用“通用”工具的配置而不是特定零件的工具时,最经济。如果单个部件过于复杂,可以考虑将可以使用通用工具制造的部件焊接或铆接在一起。
- 因为弯曲会拉伸金属,所以特征必须远离弯曲以避免变形。一个有用的惯例是4t - 4倍的材料厚度。
- 折弯机通过用线性冲床将钣金压入模具而产生弯曲,因此设计不允许产生闭合几何形状。
- 钣金公差远远大于机械加工或3D打印公差。影响公差的因素包括材料厚度、使用的机器和零件生产中的步骤数。供应商通常会提供公差的详细信息。
- 均匀的弯曲半径,如0.030英寸。(行业标准)应在单个部件上使用,以减少机器设置的数量并加速生产。
- 在可能的情况下,从弯曲处到边缘保持四倍于材料厚度的标准距离。这将消除需要去除多余的材料,需要使弯曲。
- 焊接薄材料会导致开裂或翘曲。最好采用其他装配方法。
- 在使用PEM硬件时,始终考虑制造商对安装位置和材料厚度的最低要求。

如何完成钣金零件?
金属薄板的加工方法和原因各不相同。有一些饰面可以保护脆弱的材料不生锈或腐蚀,还有一些是为了美观而应用的。在某些情况下,精加工有两个目的。有些处理只是简单地改变金属表面本身;其他的由另一种材料或应用于金属的工艺组成。整理处理包括:
- 喷砂它包括向金属喷射磨料,使其表面变粗和清洁。喷砂通常用于不锈钢和碳钢,通常用作涂装前的初步步骤,以去除杂质,提高附着力。
- 刷牙功能类似于喷砂,但使用研磨刷对金属表面进行清洁和刻划。它可以作为铝和不锈钢等材料的最终表面处理,通常用作器具表面处理。
- 抛光产生光滑的表面,并用于金属,如不锈钢,铝和铜。它可以作为最终的表面处理,也可以作为其他表面处理工艺(如电镀)的准备。它一般不适用于要涂漆的金属,因为它不能增强附着力。
- 粉末涂料静电将干粉(通常是热塑性塑料或热固性聚合物)涂到金属表面,然后加热固化。该工艺的结果是表面比传统涂料更耐用,但可能没有油漆的美学品质。
- 电镀可以电解或化学处理,用于各种用途。它可以抑制腐蚀,提高可焊性,硬化表面,防止磨损,减少摩擦,或帮助油漆附着力。钣金的电镀工艺包括:
- 钝化这是一种通过去除材料表面的游离铁来防止不锈钢腐蚀的清洁过程
- 铬酸盐涂层这是一种涂在铝上防止腐蚀的导电涂层。
- 阳极氧化这是一种用于铝和其他有色金属的电化学过程,可以提供绝缘和防止腐蚀
- 锌一种用于钢的自我牺牲的防腐涂层(通过镀锌或镀锌),通常与锌上的铬酸盐涂层结合
- 镍通常是一种化妆品涂层,可以作为不能粘附在给定金属上的电镀工艺的基材
- 锡,一种可焊接的导电涂层

选择钣金加工的最后想法?
决定为应用程序使用(或简单地考虑)钣金是流程的第一步。当然,这个过程从功能开始,功能决定了设计。选择材料和量规是关键步骤,涉及到平衡强度、重量和成本等因素。这不是一个简单的过程,但可以通过使用CAD模型和有限元分析(FEA)工具进行简化。然而,真正的测试是创建原型。
虽然今天的工程工具很强大,但只有当你能看到并处理一个部件时,才能知道设计是否符合预期。它够结实吗?光线足够了吗?它的外观、感觉和平衡是否达到了应有的水平?它会影响到其他组件吗?即使是相对简单的组件,在承诺使用数百或数千个部件之前,也可以从实际测试中受益。在某些情况下,可能需要多次原型迭代才能得到正确的钣金部件,在这种情况下,部件的生产和测试速度成为推向市场速度的主要因素。
但是,即使设计已经创建、原型化和测试完毕,仍然有许多方法可以将少量的原型转化为小批量的最终生产部件。同一零件通常可以用几种不同的方法以不同的成本生产出来。如果所有的金属商店都提供相同的性能范围,选择就会很容易。不幸的是,他们没有,所以从多个供应商那里寻求报价是有意义的,因为每个供应商都会带来自己的专业知识和能力。
| 钣金的常用应用 |
|---|
钣金是当今世界上用途最广泛的材料和工艺之一。设计师和工程师开发的部件小到洗衣机,大到整个屋顶。它出现在商品产品和高度专业化的独一无二的应用中。利用金属薄板的产品:
|