
金属3D打印的后处理
如何提高高要求金属零件的尺寸精度、表面粗糙度和机械性能
后处理数控加工,以提高公差和表面光洁度
与许多3D打印工艺一样,DMLS部件需要移除支撑结构。通常情况下,零件首先使用线切割或带锯从构建板上移除,然后用手动工具移除支撑结构材料。这在许多情况下都很有效,但有时对于需要更严格公差或改善表面光洁度的关键特征,可能需要额外的加工选项。
例如,假设你正在设计一个燃料输送系统,它将被安装在火箭的机身上。虽然处理组件时的最佳解决方案是将每个组件合并到单个构建中,但通常零件的几何形状,尺寸或材料会限制您的选择,并且您需要在金属3d打印部件上设计配合功能。因此,后处理加工在保留增材制造的设计自由度的同时,提供了一种产生精密配合特征的方法。

一般来说,DMLS工艺可以生产公差为±0.003 In的零件。(0.076毫米)加上±0.001英寸/英寸。(0.0254mm/mm)每增加一英寸。但通过后处理数控加工,公差紧至±0.001 in。(0.0254mm/mm)即可实现。为了加工这些特征,除了CAD文件外,还必须提供绘图,以显示特征和所需的公差。在报价和设计审查阶段,我们的一位应用工程师将审查文件,以确定所述公差是否可以实现。
后处理加工也可用于提高表面光洁度。DMLS零件的成品表面粗糙度范围为200-400 μ in Ra,具体取决于取向、材料和层厚度。通过后处理数控加工,表面光洁度达到63µin Ra是可能的。
数控加工增加的精度也适用于生产孔和螺纹。对于大多数金属,我们建议设计不小于0-80的攻丝孔,但对于较软的金属,有更多的摆动空间,小于0-80的孔是可能的。
请记住,如果您的DMLS零件设计需要后处理加工,则需要在铣床内固定,因此具有曲面或斜面的零件在此阶段可能会构成挑战。我们的应用工程人员可以在设计评审过程中评估零件是否适合后处理加工。在某些情况下,可以在源文件中设计一个牺牲部分,以帮助加工过程,然后删除。
采用先进的热处理技术改善机械性能
在DMLS过程中,金属材料的快速加热和冷却导致内应力的积累。虽然每次构建都经过ASTM 3301标准的应力消除处理,但额外的热处理可以进一步提高硬度,伸长率,疲劳强度等机械性能。
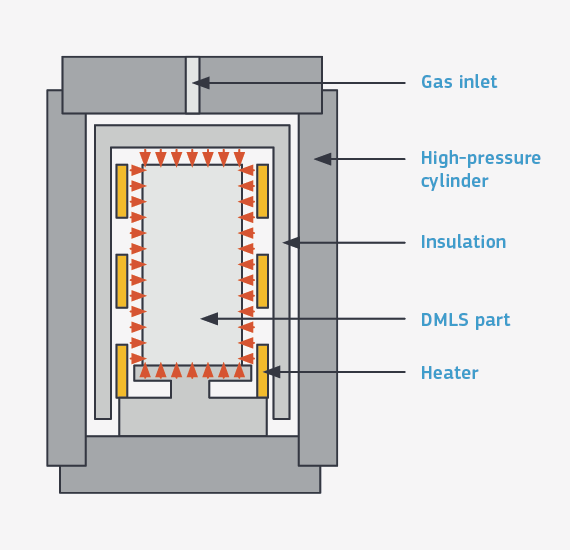
热等静压(HIP)
虽然直接金属激光烧结可以获得接近100%的致密零件,但热等静压(HIP)可以用来去除任何剩余的内部微孔隙,并提供另一种水平的控制,以减少故障。该工艺通过施加高温和均匀的压力来完全固化零件。NADCAP认证是HIP加工的常见要求,因为这些部件通常用于航空航天应用。
退火
固溶退火是需要增强机械性能的生产级零件的另一种热处理选择。该工艺将工件加热到高温,然后迅速冷却,导致微观结构的变化和延展性的提高。它最常用于铝制零件。
DMLS零件验证的质量检验
有多种检验方法和质量报告可用于验证零件的尺寸精度和机械性能。除了3D CAD模型外,如果需要进行质量检查,还必须提供图纸。
以下是我们为客户提供的三种主要报告选项:
AS9102根据标准描述首件检验(FAI)AS9100质量管理体系.检验过程验证最终零件是否符合原始图纸、采购订单和其他注明的规格。
尺寸检验使用三坐标测量机设备确保零件尺寸在公差范围内,并与原始图纸中提供的测量值对齐。
最终报告详细说明构建板上的位置,几何结构的方向,支撑结构的位置,以及详细说明机器整个构建过程的构建日志文件。
鉴于绝大多数DMLS部件都利用金属3D打印来实现轻量化或复杂的内部结构,计算机断层扫描(CT)扫描正成为一种首选的检查方法,因为它提供了一种非破坏性的部件验证方法。该过程可用于检查和验证镂空特征或内部通道。它可以测量壁厚的任何变化或检测翘曲和开裂,并可以验证零件内没有残留的粉末。
金属部件的增材制造看起来很复杂,但我们经验丰富的3D打印应用工程师将与您一起完成每一步。在零件送到机器打印之前,我们总是进行彻底的咨询设计审查。这不仅确保了正确的设计,而且还为我们的生产团队提供了优化构建方向和支撑结构放置所需的信息,以实现最高质量的部件。如果需要额外的后处理来满足您的应用程序的制造要求,项目负责人将与您合作,在流程的每个步骤提供更新。
您可以随时联系Protolabs应用工程师,电话:877-479-3680或(电子邮件保护)进一步讨论您的金属3D打印设计。如果你有一个设计准备和需要报价,简单上传3D CAD模型开始吧。
| 材料和粉末分析 |
|---|
材料质量在最终零件质量中也起着至关重要的作用。以下是我们控制粉末质量的一些步骤:
访问我们的材料对比指南获取材料选项的全面列表。 |