避免可怕的糟糕设计:不要做的12件事
通常,我们喜欢撰写最佳设计实践,以帮助确保您的部件是完美的。本着幽灵和万圣节的精神,让我们来介绍一些关于“不要做什么”的服务热线具体提示,以避免彻头彻尾的可怕的坏部分。每年生产数十万个零件,我们看到一些让我们脊背发冷的东西!以下是要避免的。
2022世界杯足球赛时间表注射成型事故
把它放厚
壁厚是成型零件的关键考虑因素。太厚的墙壁容易下沉、翘曲,并形成内部空隙(空气袋)。别担心,我们会帮你的。坚持我们的壁厚指南将有助于避免这些问题。注:请记住,这只是一般规则,因为并非所有部件在图表上所示的高端和低端都有壁厚。
| 树脂 | 英寸 |
|---|---|
| 腹肌 | 0.045 - 0.140 |
| 缩醛 | 0.030 - 0.120 |
| 丙烯酸 | 0.025 - 0.500 |
| 液晶聚合物 | 0.030 - 0.120 |
| 长纤维增强塑料 | 0.075 - 1.000 |
| 尼龙 | 0.030 - 0.115 |
| 聚碳酸酯 | 0.040 - 0.150 |
| 聚酯 | 0.025 - 0.125 |
| 聚乙烯 | 0.030 - 0.200 |
| 硫化聚丙烯 | 0.020 - 0.180 |
| 聚丙烯 | 0.025 - 0.150 |
| 聚苯乙烯 | 0.035 - 0.150 |
| 聚氨酯 | 0.080 - 0.750 |
不执行草案和半径
吃水和半径对注塑件的合理设计至关重要。由于材料收缩到模芯上,牵伸有助于零件从模具中释放出来,减少零件表面的阻力。有限的吃水要求弹射系统承受过大的压力。这可能会损坏零件和模具。一个好的经验法则是每1英寸(25.4毫米)的腔深应用1度的吃水,但这仍然可能是不够的,这取决于所选择的材料和模具的能力。经常检查我们的设计团队,以确保你的部分的草稿是足够的。
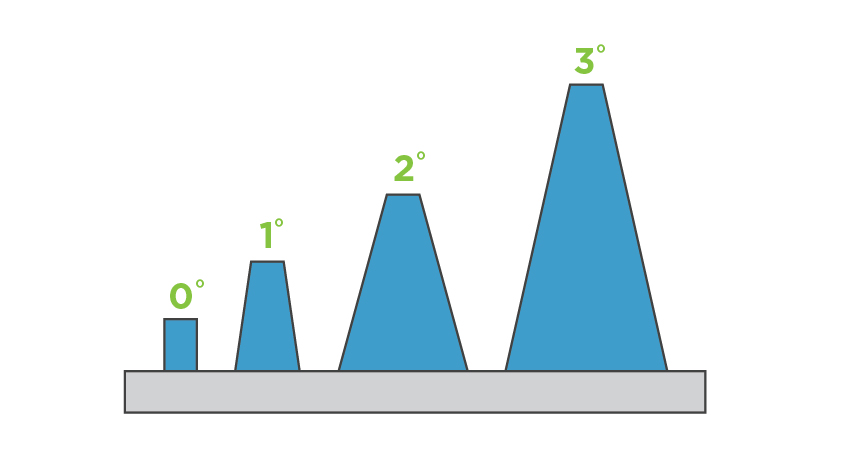
牵伸有助于零件从模具中脱模。这里说明了不同程度的吃水。
尖角处应力集中高,塑性流动受阻。相反,圆角降低了应力集中,增强了塑性流动。
另一方面,半径不是注塑成型的必要条件,但应应用于您的零件-消除零件上的尖角将改善材料流以及零件 2022世界杯足球赛时间表完整性。填充模腔的树脂在圆角处流动更好。塑料树脂希望采取阻力最小的路径,以尽量减少对材料和模具的应力。在半径建设也有助于部分弹射,并减少部分翘曲或打破的可能性,当它从模具中取出。

不抽芯也不打孔
型芯和型腔通常被称为模具的A面和B面(上半部和下半部)。采用芯腔方法设计零件可以节省制造时间和金钱,并改善零件的整体外观。这种设计技术要求外墙和内墙被起草,使它们彼此平行。这种方法保持了一致的壁厚,保持了零件的完整性,提高了强度和可塑性,并降低了总体制造成本。
3D打印的危险
许多3 d打印技术错误是制造过程特有的。我们的增材工艺彼此不同,具有独特的考虑因素。这里有三个印刷问题要尽量避免。
未上传高分辨率STL文件
在某些情况下,我们收到的STL文件是低分辨率的,这可能导致粗糙的饰面(表面像宝石)。虽然低分辨率文件不会阻止我们制造零件,但它可能会影响其美观性。大多数CAD建模软件允许您在导出设置中调整分辨率。我们建议您确保您的stl具有高分辨率,但不要太大以至于无法上传或操作,大约100MB或更小。另一个选择是提交一个STP/STEP文件,我们可以在我们的终端将其转换为STL。
除了STL文件,我们接受本地SolidWorks (.sldprt)或ProE (.prt)文件以及来自其他CAD系统输出的IGES (.igs), STEP (.stp), ACIS (.sat)或Parasolid (.prt)的实体3D CAD模型。X_t或.x_b)格式。
不要回避SLS和MJF的收缩
当一个零件的材料分布不均匀时,就会发生微分收缩。当一个零件的一边比另一边厚得多时,它会以不同的速度冷却。较厚的部分比薄的部分冷却速度慢,这可能导致收缩。如果零件上需要一个厚的特征,我们建议将特征中空到大约0.100英寸的外壳。(2.54毫米)至0.125英寸。(3.175毫米)。如果可能的话,匹配您的部分的整体厚度,大功能的外壳厚度。

没有避免金属3d打印部件的大悬垂
与为零件设计提供平滑斜率的自支撑角度不同,悬垂是零件几何形状的突然变化。与其他3D打印技术(如立体光刻和选择性激光烧结)相比,DMLS/金属3D打印在支持悬垂方面相当有限。在设计悬挑时,明智的做法是不要突破极限,因为大的悬挑会导致部分细节的减少,更糟糕的是,会导致整个建筑的崩溃。看看这个金属3d打印部件的设计技巧,为DMLS如何制造复杂、耐用、轻质的金属部件提供了更多指导。
数控加工错误
不避免需要不必要加工的特征
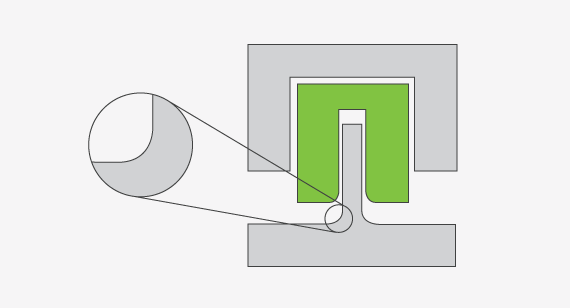
一个常见的错误是设计一个零件的区域不需要机器切割。这种不必要的加工增加了零件的运行时间,这是最终生产成本的关键驱动因素。考虑这个例子,其中设计指定了零件应用所需的关键圆形几何形状(参见右图中的左侧插图)。它要求加工中间的方孔/特征,然后切割掉周围的材料,以显示成品部分。然而,这种方法增加了大量的运行时间来加工掉剩余的材料。
在一个更简单的设计中(见右图),机器简单地从块上切割零件,完全消除了额外的、浪费的多余材料加工的需要。本例中的设计变更将机器时间缩短了近一半。保持您的设计简单,以避免额外的运行时间,无意义的加工和增加的成本。
在你的设计中加入又高又薄的墙
在数控机床中使用的切削工具在加工力下会轻微偏转或弯曲,被切割的材料也是如此。这可能导致诸如不希望的波纹表面和难以满足零件公差等问题。此外,墙可能会碎裂、弯曲或断裂。墙越高,我们的最大值是2英寸。(51mm)——为了增加材料的刚性,它可能需要更厚。一个好的经验法则是墙的宽高比为3:1。在墙壁上增加一些吃水,使其变细而不是垂直竖立,可以使加工更容易,留下更少的剩余材料。
添加小字体或凸起文字
您的组件可能需要铣削零件编号,说明,或公司标志。添加文本也会增加成本。文字越小,成本越高。这是因为切割文本的非常小的立铣刀以相对较慢的速度运行,增加了您的运行时间,从而增加了您的最终成本。另一方面,如果你的部分可以容纳它,那么剪切较大的文本的速度会快得多,从而降低成本。专业提示:如果可能的话,选择嵌入文本而不是凸起文本。
钣金困境
将特征放置得离弯曲线太近

在制造过程中制造困难的一个快速方法是将孔、标签或其他特征放置在太靠近弯曲的地方。那么,你能接近多少呢?只要遵循4T规则。保持所有特征至少4倍的材料厚度远离弯曲线。如果你的设计告诉我们使用0.050英寸。(1.27毫米)的铜,至少0.200英寸。(5.08mm)的间隙。如果不这样做,零件将在压机制动器中笨拙地变形,没有人希望这样。
设计垂直的金属板角
当你在冲压制动器中弯曲金属板时,它不会形成一个完美的90度角。相反,因为工具有一个圆形的尖端,它将增加一个半径的弯曲。如果你测量弯曲区域的长度并将其除以2,你就会得到弯曲半径,这个数字是由制作它的工具定义的。
最常见的内部弯曲半径(我们的默认值)是0.030英寸。(0.762毫米)。要记住的一个重要考虑因素是,外部弯曲半径-在压力机制动工具的模具侧形成的半径-等于材料厚度加上内部弯曲半径。有些设计师喜欢花哨一点,为一个零件的每个弯头创造不同的半径,但如果削减成本是最重要的,那就选择为所有的弯头使用相同的半径。
不包括硬件规格
始终记住,通过在顶级组装信息中包含详细信息,让制造商知道您想使用哪种硬件。例如,假设你想要包括一个自动紧固螺母。一定要在你的设计文件中指定这一点,以确保你得到你想要的放在你期望的部分的位置。注意这12个“不要做什么”的提示是一个很好的开始,但是当您开始制造过程时,请与我们才华横溢的应用工程师一起工作,以帮助提供零件设计建议。无论您采用哪种制造工艺,他们都在您身边,确保您的零件完美无缺。







需要定制零件?上传3D CAD文件以获得在线报价。
获取定制部件